EPS别墅装饰线条
EPS装饰线条 EPS别墅线条 EPS外墙线条
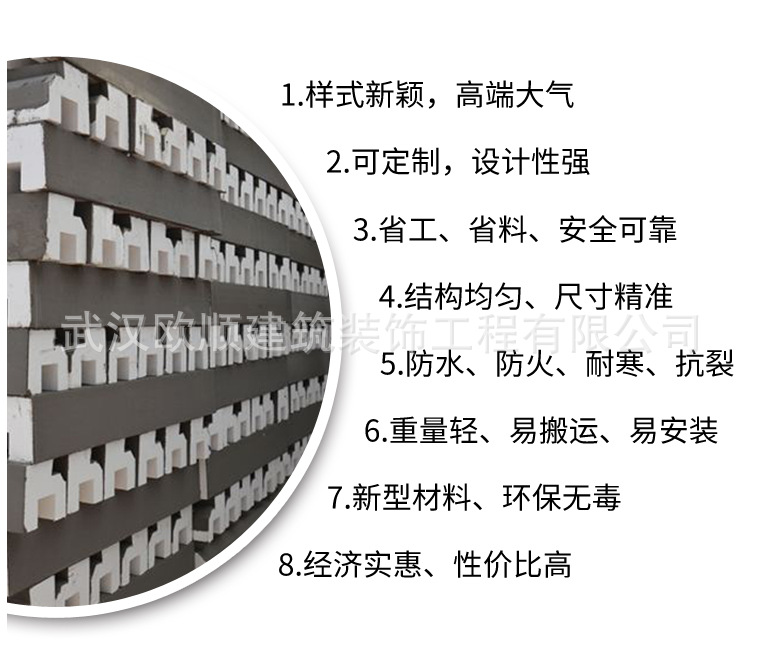
EPS装饰构件的工艺技术是集外墙保温与欧式建筑构件装饰功能的新型轻体装饰材料,具有环保,阻燃,无毒,耐腐蚀,轻巧易于安装的特点,大量应用于新开发建设的新建筑,尤其是高层建筑,大大降低附加在建筑外墙的荷载;随着城市化进程的加快,旧城改造翻新的速度日新月异,EPS装饰构件因其独有的轻便,耐老化,保温,随意切割拼装的特点而被广泛采用。

EPS装饰线条生产线工艺流程
为提高EPS装饰线条生产的效率和产品质量,特编制EPS装饰线条生产线的工艺流程。
一、 审图、定量、制模、复核。
1、 电脑制图工首先要对EPS装饰线条的制作图纸进行审读,读懂设计意图,明白设计尺寸。对图纸有疑问的,要及时与各有关人员沟通、核实,直到读懂图纸。
2、 对各装饰线条进行CAD制图
a、 EPS线条制图切割:根据图纸提供的尺寸和抹灰厚度,及抹灰面进行尺寸扣减确定,使EPS线条工件与抹灰厚度相加的尺寸与图纸尺寸吻合,同时要考虑热熔缝的尺寸(比重、速度都会影响熔缝的尺寸)和抹灰面收缩后的尺寸余量,并注意抹灰面与粘结面的区分。
b、 模板制图、切割:根据图纸尺寸、抹灰的厚度和遍数、对第一遍模、第二遍模进行扣减,使每一遍模板的尺寸都要符合抹灰厚度的要求。进行CAD制图,一般第一遍抹灰厚度2mm、第二遍抹灰厚度1mm,特殊要求另行调整。
3、 模板的切割
a、 检查模板材的材质、规格要满足订单要求。
b、 检查、复核电脑切割图,抹灰厚度与抹灰遍数相符。
c、 选择刀具,固定模板,调整下刀深度,调整切割速度,确定起始点,对刀具。启动切割程序,开始切割。
d、模板表面要进行打磨处理。加工的成品模板要进行复查,几何尺寸、表面光洁度均要符合要求。模板要反复核对,不符合要求的不准进入下道工序,与下道工序进行技术交底。编号、批次、几遍模标注应清晰。
二、EPS线条切割、复核。
1、 认真检查EPS块料的外型尺寸、溶重、数量均要满足订单的要求。
2、 仔细检查、复核电脑切割图,扣减尺寸准确无误,切割图排版紧凑,模数合理。
3、 掛熔丝,调整张力、间距。调整熔丝输入电压。调整切割速度。确认切割机运行正常,手工调整起始位,启动程序,开始切割。
4、 第一次切割的EPS线条要反复核对,确定无误后,才能批量切割。。
5、 对切割的EPS工件要进行尺寸核对,外型尺寸不符合要求的不准进入下道工序。与下道工序进行技术交底,标注编号、批次清晰。
三:粘覆网格布
1、 对EPS工件进行复检,外观有无缺陷,尺寸与图纸要相符。
2、 确定抹灰面和粘贴面,网格布规格与图纸要相符。
3、 覆网格布,网格布与EPS工件要刮实、应紧密相粘,阴、阳角轮 廓分明,粘结砂浆面的网格布应预留不小于30~50mm的搭接,特殊规格另定。
4、 覆完网格布的EPS线条,要按编号、批次码放整齐。
四:抹面与装饰
1、 分清一遍、二遍抹灰,使用的砂浆要与抹灰遍数相符,清楚配 比,掌握搅拌时间、开放时间。
2、 对粘结了网格的EPS工件、模板进行复检,EPS工件与模板缝隙要均匀,尺寸要与图纸相符。
3、 模板对准中轴线安装;模板与中轴线水平、垂直方向都需垂直,工件导轨校对、对称平行于中轴线,调整压轮部位和压力。
4、 抹面砂浆调配搅拌;砂浆与乳液、水的比例严格按照生产任务单的数值进行称量,按照比例调配。搅拌要充分、均匀,确保砂浆无灰团,结块和杂质。
5: 线条机的速度要根据线条的表面积而定,既要快速又要线条表面光滑。调整料仓里的砂浆量,使模板仓的砂浆保持一定的量,模板仓的压力始终保持一致,模板仓的压力与生产线运行的速度要均匀,才能保证EPS线条的抹灰厚度的均匀。
6:第一遍抹灰线条,经过24小时自然养护要进行精心修补,首先要清理多余的掛浆和滴瘤清除,有缺陷要修补,保持尺寸不变。
五:成品的养护、修补码放
1:生产线下来的半成品,手、身体不能接触抹灰面,轻拿轻放,整齐、平直地码放在半成品支架上,保持平、直、整齐不使线条变形。
2:一般在一天左右,不要去搬动和接触线条,在常态进行养护,特殊要求的酌情对待。
3:二次抹灰完成后一天左右,对生产的成品线条进行质量检查,小的缺陷要有专人进行精心修补,修补的外观应与线条外观一致。大的缺陷报废。
六:成品切割、包装
1:养护到期的产品需对外观进行检查,有缺陷的应作为次品,不能出厂。
2:产品的端部要进行切割,剖面要与线条垂直、剖面光滑。
3:出厂的产品表面光滑、颜色一致、无污染、无缺陷、剖面光洁,包装、码放整齐,编号、批次、生产日期、定单号、数量、合格证、防雨、易碎等标示应齐全。